
电弧喷涂与快速修复技术
作者: 发布时间:2017-06-20

▲电弧喷涂与快速修复技术
适用于火力发电厂汽轮机、发电机、锅炉机组新技术
QZM技术快速修复汽轮机、发电机、励磁机轴颈
GMM技术快速修复汽缸中分面
PS45技术煤粉锅炉“四管”防腐,防磨
JCM-T技术喷涂循环硫化床锅炉水冷壁、过热器、省煤器管防磨

电弧喷涂及快速修复技术的主要特点
1.喷涂及修复工艺在现场就地操作,大修及小修期内均可以完成。
2.对被喷涂设备不需采取预热措施,工艺简单。
3.在实施喷涂过程中,被加工基体之受热温度<200℃,不会影响被喷涂材质的物理性能。
4.涂层与被喷涂物体表面结合紧密,其结合强度大于60Mpa,不会产生脱落现象,涂层使用寿命煤粉炉为7―9年,硫化床炉可提高耐磨强度5-6倍。
5.水力发电站的水闸,应用电弧喷涂技术喷涂一层奥氏体不锈钢防护层可起到防锈蚀作用,其抗锈蚀能力可提高十几到几十倍。

▲安徽马鞍山电厂低压缸转子主轴颈喷涂后磨削加工修复
微弧焊在火电厂轴径修复的应用
微弧焊原理
微弧焊接工艺是将电源存储的高电能,在高合金电极及金属母材间进行瞬时高频释放,形成空气电离通道,使电极与母材表面产生瞬间的微区高温、高压的物理化学的冶金过程。同时在微电场作用下,微区内离子态的电极材料熔渗、扩散到母材基体,形成冶金结合。由于堆焊过程是在瞬间高温--冷却中进行的,在狭窄的堆焊过滤区会得到超细奥氏体组织。另外,堆焊在微区内快速进行,对母材的热输入量极低,焊层的残余应力小至可忽略不计。

 |
 |
 |

采用微弧冷焊设备,输出功率为2000W,放电率为40-2000Hz。焊接时采用氩气保护,作为阳极的自耗电极在工件磨损部位高速旋转移动,产生高频微弧放电,形成致密、均匀的堆焊层,厚度达2mm以上 ;通过调整放电频率,可获得不同焊层表面粗糙度。该设备可堆焊金属、合金,材料选择范围大,堆焊工艺过程简单,热输量低(修复中的基本温度保持在60℃左右),基体不变形,不咬边;设备移动方便,适于现场修复汽轮机及发电机转子轴颈拉伤沟槽、阀门面、导杆、水泵轴拉伤及锈蚀缺陷。
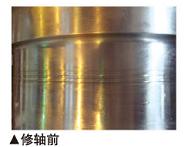
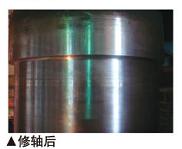
通过对汽轮机发电机组转子轴颈拉沟进行微弧焊处理,堆焊后表面硬度微低于轴颈母材,经打磨表面粗糙度达到设计要求。其使用效果很好,解决了以往汽轮机转子轴颈不能补焊的问题,为机组的安全稳定运行打下了良好的基础。
0335-5981188
技术支持:创想网络
Copyright © 版权所有秦皇岛五洲电力设备有限公司